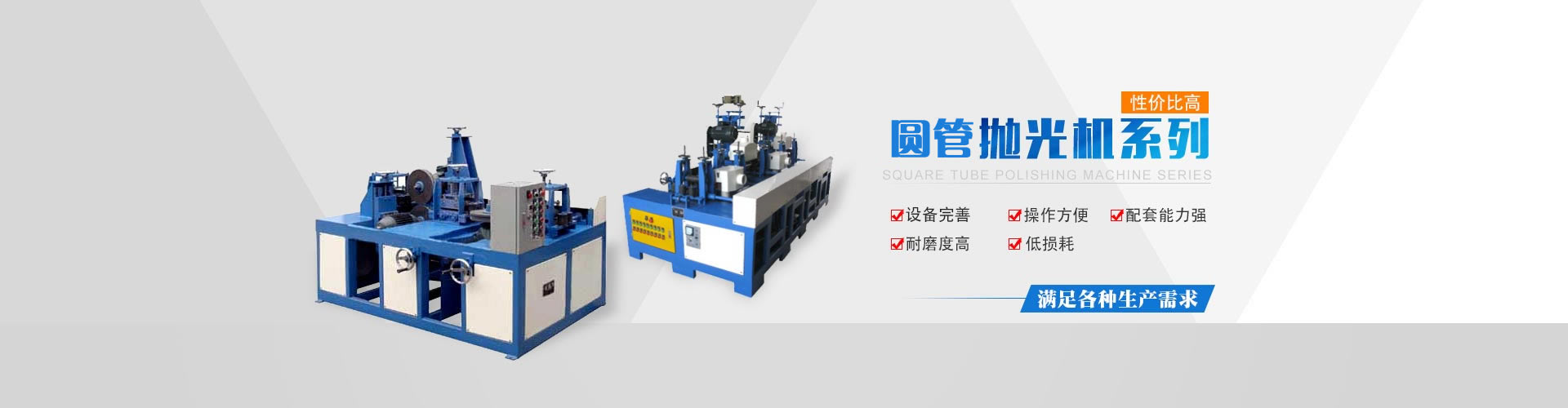




圓管拋光機操作的關鍵是要設法得到最大的拋光速率,從而去除損傷層產生的磨削。拋光分為兩個階段。粗拋光是去除研磨損傷層,這一階段應具有最大的拋光速率,粗管型形成和表面損傷是次要的考慮,不過也應當盡可能小;其次是拋光(或最后一投),其目的是去除表面損傷的粗拋光,拋光損傷降低到最低。 外圓拋光不銹鋼管的工藝是對鋼管表面的磨擦切削的過程,獲得鏡面高光效果,可以采用電解拋光和機械拋光兩種不同的拋光形式。 外圓表面的拋光一般是采用機械拋光的方法,使用顆粒大小不同的麻布輪或砂布輪對鋼管的表面進行高速磨擦,使其產生光潔度較高的鏡面效果。
圓管拋光機采用機械拋光,如使用外圓拋光機對鋼管進行拋光,可以在不影響鋼管本身的尺寸條件下,對鋼管的外圓表面進行高速磨削,無劃痕,表面光潔如鏡,可以對鋼管進行電鍍操作。 廠家解決不銹鋼外圓拋光機拋光的效率低,可以把拋光過程作為兩個工序來進行,粗拋和精拋。粗拋可以去除表面的損傷層,可以采用較大的拋光速率;精拋是為了去除粗拋產生的損傷,并起到上光的效果,這個過程要注意防止壓力太大產生新的磨痕。 外圓拋光時可以添加些微粉懸浮液,使工件保持一定的濕度,起到減弱拋光磨痕的作用,拋光過程中摩擦生熱會使工件升溫,潤滑作用減小,濕度太小可能會出現黑斑,損傷表面。 粗拋時轉速不要超過一分種600轉,粗拋后表面光滑,進一步精拋即可完成整個拋光過程。
