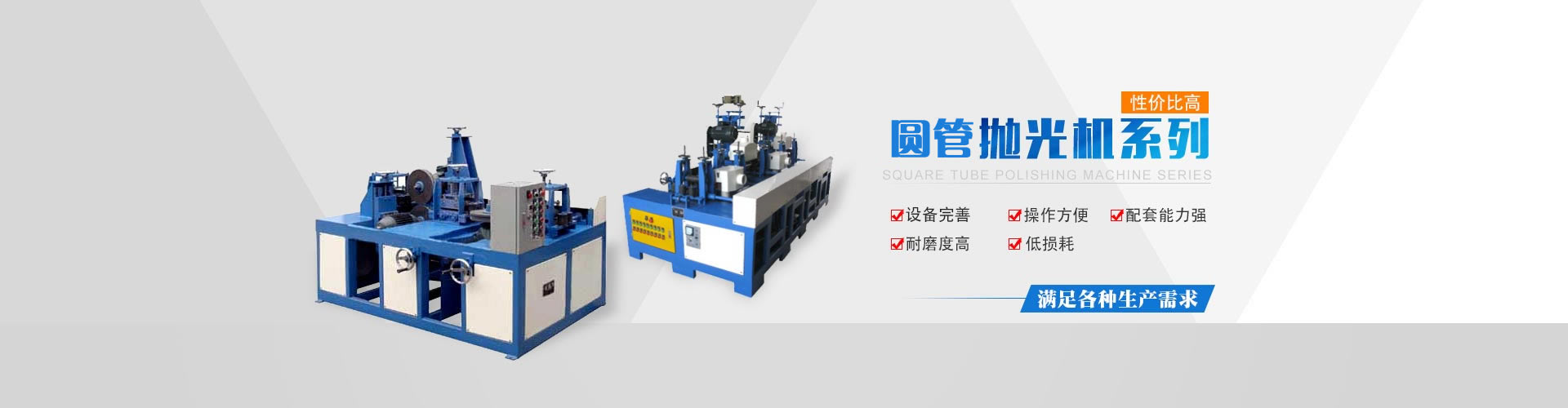




圓盤自動拋光機的主要組成部分有底盤,圓轉盤,工位,拋頭及拋光機罩等元件,轉盤的大小直接由轉臺上的工位來決定,工位的多少直接由客戶根據自己的需要量和價格來決定。使用的模具架直接緊固在工位上,配有張緊吸緊裝置使得工件在拋光過程中穩固,不左右前后移動,有利于拋光的正常平衡運作,從而達到預置的效果。
拋頭又名磨頭是工件拋光成功與否的關鍵,磨頭的走向根據工件的姿態來行進,可粗拋再精拋,粗拋目的是去除磨頭損傷層,這一階段應具最大的拋光速,粗拋形成表面損傷是次要的考慮,不過也應當盡可能小。精拋也稱終拋,其目的的去除粗拋產生的表層損傷,使拋光損傷減到最小,清理掉毛精部分,以達到明亮如鏡的效果現在工件品種很多,磨頭我們可以粗精拋同時配置工作,當然有點工件是不需要粗拋,直接進行精拋。

磨頭行走方向及速度都要仔細調配,磨頭與模具應絕對平衡并均勻的輕壓在工件上,注意防止試樣飛出和因壓力太大而產生新磨痕,同時還應使試樣自轉并沿轉盤半徑方向來回移動,磨頭還應保持一定的濕度,濕度要在控制范圍內,濕度太大減少磨痕,濕度太小增加溫度,重傷工件表面,磨頭運作的速度在精拋部分轉盤速度可適當提高,時間以拋掉粗拋的損傷層為宜。磨頭的高低調配等都系統直接控制,有PLC編程控制系統還裝有布帶輪磨損自動補給,打蠟,防塵,報警裝置,所有的產品工件可通過粗拋,精拋,連續式或間歇式一次成型。
